
Xtap - Innovatív univerzális szerszám szinkron menetfúráshoz

Rigid Tapping CNC vezérlésű gépekre
Univerzális alkalmazhatóság, alacsonyabb szerszámköltség
Folyamatbiztosság
Kiváló teljesítmény és éltartam
Tökéletes menetminőség
Széles termékválaszték
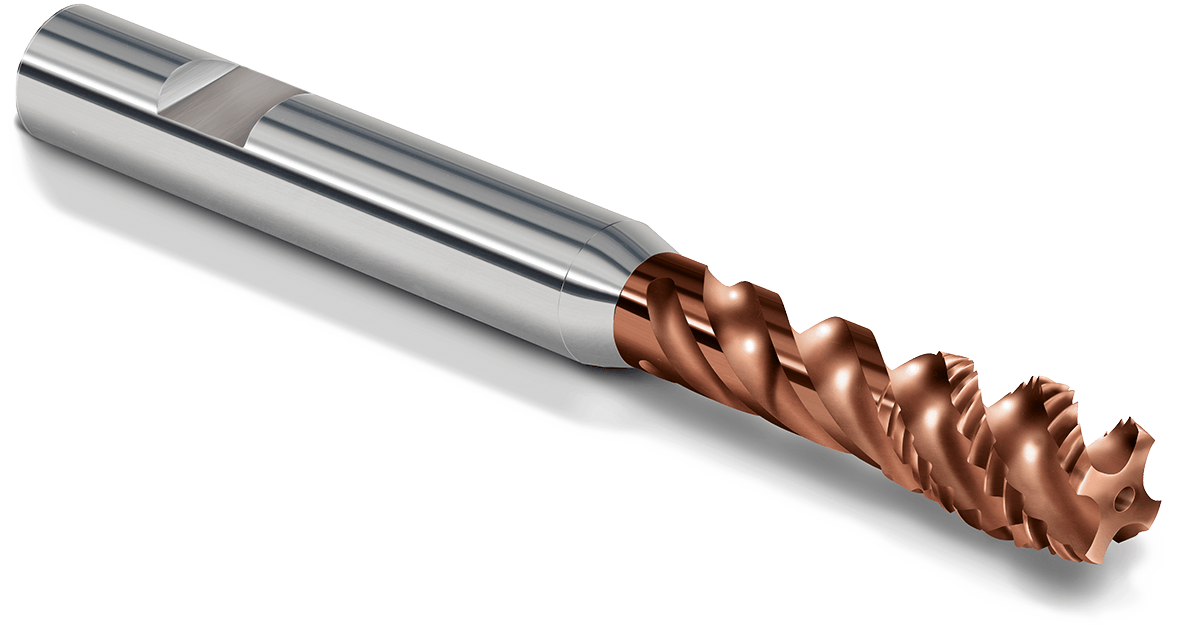
Menetfúró Xtap:
Innovatív univerzális szerszám szinkron menetfúráshoz
A FRAISA a legmodernebb köszörülési technológiával egy újratervezett univerzális menetfúrót mutat be, melyet kifejezetten CNC gépeken történő használathoz fejlesztett ki.
A merev, fix befogásra alkalmas új szerszám teljessé teszi az Xtap szerszámcsaládot átmenő és zsákfuratban történő metrikus menetkészítéshez.
Univerzális szerszámként az Xtap a magas folyamatbiztonságot az univerzális jelleggel ötvözi, amit a weldon rögzítési formájú új szárvariációk is támogatnak.
A szerszám hosszkiegyenlítős befogó nélkül, merev megfogással (szinkron menetfúrás) is használható az erre alkalmas CNC gépeken.

Széles termékválaszték
Az Xtap szerszámcsalád zsák- és átmenőfuratba készítendő menetekhez kínál megoldást M3-tól M24-ig. A megbízható menetvágás érdekében katalógusunkban az összes zsák- és átmenőfurat készítéséhez szükséges alkalmazási adatot (pl. vágósebesség) megtalálhatja. Xtap menetfúróink nagy teljesítményű megoldást jelentenek különféle acélok, valamint rozsdamentes és saválló acélok menetvágásához.
Az új zsákfurathoz alkalmazható menetfúrók a következő méretekben kaphatók:

Az új átmenő furathoz alkalmazható menetfúrók a következő méretekben kaphatók:

Új minőségi szabvány a nagyteljesítményű menetvágás területén
Az új Xtap innovatív technológiai jellemzőkre épül annak érdekében, hogy garantálja a kiváló minőségű meneteket, a folyamatbiztonságot és a termelékenységet a menetvágás során.
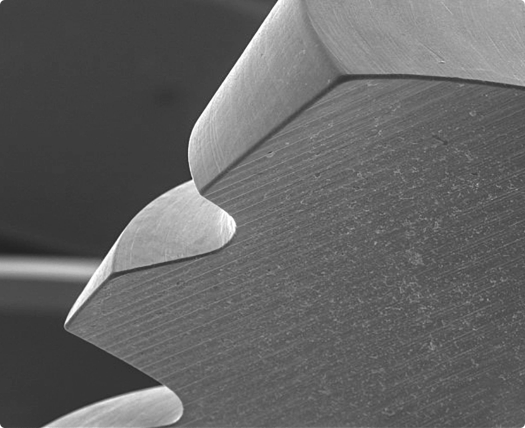
A méret függvényében lekerekített forgácsolóél biztosítja a vágóék stabilitását, ezáltal növekszik a folyamatbiztonság és a reprodukálhatóság. A robusztus vágóél és az optimalizált
forgácshorony lehetővé teszi az univerzális felhasználást különféle alapanyagokban. Az eredmény hoszszantartó, állandó menetminőség a szinkron menetfúrási folyamat során.
A megnövelt hátfelület garantálja az alacsonyabb súrlódást és a kisebb forgácsolóerőt. A vágóél kisebb hőterhelése növeli az éltartamot és a termelékenységet is.
Az új szinkron menetfúráshoz alkalmas változatok hozzájárulnak a folyamatbiztos teljesítményhez. A pontos előtolást a precíz Xtap és a szinkronizált főorsó garantálja.
A menethiba a merev megfogásnak köszönhetően szinte kizárt. Az Incool változat alkalmazásával jelentősen javíthatjuk a forgácseltávolítást.
A FRAISA AlCrTiN bevonat magas minőségű munkadarabok menetvágásánál jelentősen hosszabb éltartamot ér el, mint a hagyományos bevonatok. A sima felületű nagy keménységű bevonat,
valamint a kiváló rétegtapadás ideális kopásállóságot eredményez.
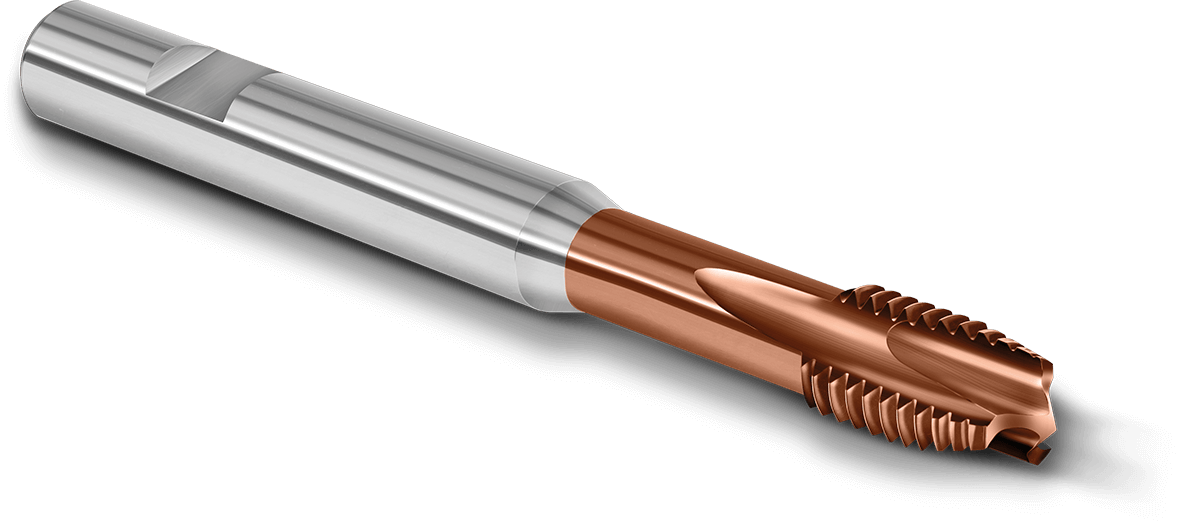
Weldon befogás,
DIN 1835B
FRAISA-AlCrTiN
bevonat
HSS-PM/F
alapanyag
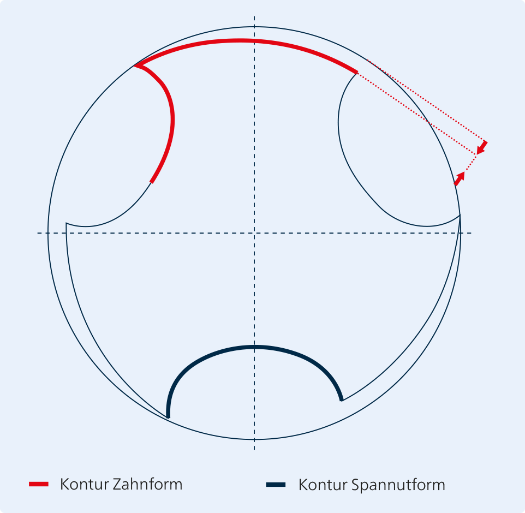
Optimalizált
forgácstér geometria
Incool kivitel
(opcionális)
Pontosan
meghatározott
mikrogeometria, élkezelés
Optimalizált
hántoló horony
Megbízható forgácseltávolítás – biztonságosabb forgácskivezetés és forgácsképzés
Magas kopásállóság optimális merevséggel
Alacsonyabb forgácsolási erők
Univerzális alkalmazhatóság, alacsonyabb szerszámköltség
Garantált folyamatbiztonság és hosszú éltartam
Alacsonyabb hőképződés a kezelt felületeknek köszönhetően
Alkalmazási tippek menetvágáshoz
Szinkron menetfúrás
A merev befogás szinkronizált főorsóhajtású korszerű gépeken alkalmazható. Minden szerszám weldon lapolással ellátott, így a hagyományos weldon befogókban jól használható.
Néhány gépnél fennállhat annak a lehetősége, hogy szinkron üzemmódban nem érhető el az ajánlott fordulatszám. Ilyen esetekben azzal a legnagyobb fordulatszámmal kell dolgozni,
amelynél a gép szinkron üzemmódja még biztosított.
Menetvágás minimálkiegyenlítéssel vagy Rigid Tapping
A modern CNC gépek szinkronizálni tudják a főorsó fordulatszámát az előtolással. Sajnos, ennek ellenére előfordulhatnak kisebb emelkedési hibák, ezeket szinkronbefogóval lehet kompenzálni. Mindig azt kell választanunk, amely jobb eredményeket tesz lehetővé az éltartam és a minőség tekintetében.

Alkalmazástechnológia: bekezdőkúp formák és képletek
Menetmélység (tmenet) + menetfúró csúcs (ttip) + bevezető menetek száma (X) x menetemelkedés (P) = ciklusban beállítandó mélység (ttmenet eff.)


Bekezdőkúp formák menetfúrókhoz a DIN 2197, 4. táblázat szerint: B típus. A menetek száma a bevezető részen 3,5 és 5 között van.
Effektív menetmélység M8 átmenő furat 3xd mélységben
24mm + 2mm + 5 bekezdés x 1,25mm = 32,25mm → 32mm
Ökölszabály
Átmenő furathoz alkalmas menetfúró = max. bekezdési menetszám


Bekezdőkúp formák menetfúrókhoz a DIN 2197, 4. táblázat szerint: C típus. A menetek száma a bevezető részen 2 és 3 között van.
Effektív menetmélység M16 zsákfurat 2,5xd mélységben
40mm + 4mm + 2 bekezdés x 2mm = 48mm → 48mm
Ökölszabály
Zsákfurathoz alkalmas menetfúró = min. bekezdési menetszám
FRAISA műszaki tanácsadói szívesen segítenek Önnek személyesen a megfelelő szerszám kiválasztásában, és a megfelelő alkalmazási adatok meghatározásában.
Mit kell szem előtt tartania a menetek készítésekor

Mély menetek
Mély meneteknél kellően hosszú horonnyal rendelkező szerszámot kell választani. Ellenkező esetben fennáll a szerszám törés veszélye a forgácstorlódás következtében, mivel a forgács nem tud a furatból kijutni. Merev megfogással több lépésben is el lehet készíteni a menetet, rövidebbé téve ezzel a forgácsot. Fontos a megfelelő hűtés.

A hosszkiegyenlítős befogók működése
A befogóknak megfelelő kiegyenlítő hatást kell biztosítaniuk (ne szoruljon), ellenkező esetben hibás menetkészítés vagy menetemelkedési hiba fordulhat elő. A hosszkiegyenlítő befogó húzóerejét a készítendő menethez és a megmunkálandó anyaghoz kell megválasztani.

Jól beállított hűtőfolyadék sugár
A jól beállított hűtőfolyadék sugár fontos a menetvágáskor. Az irány felülről a forgácshorony irányába mutasson, hogy a hűtés nagy mélységben is hatásos legyen. Rosszul beállított hűtősugár esetén, fennáll a felmelegedés veszélye és ennek következtében az anyagok összerágódhatnak a furatban, ami rövidebb élettartamot és rosszabb forgácsképződést eredményez.
Biztonsági távolság
Merev megfogással történő menetfúráskor elegendő biztonsági távolságot kell programozni. Túl kis megközelítési távolság esetén előfordulhat, hogy furatba lépés előtt a főorsó nincs szinkronban az előtolással. Az eredmény menetemelkedési hiba, még szinkron üzemmód esetén is.