
Un outil multi-talent innovant pour le taraudage rigide

Taraudage rigide sur les machines à commande numérique
Haute performance et longue durée de vie
Rentable grâce aux possibilités d’utilisation universelle
Qualité supérieure du filet
Fiabilité des processus
Large gamme de produits
Taraud Xtap :
Un outil multi-talent innovant pour le taraudage rigide
FRAISA présente un taraud universel totalement nouveau, conçu sur la base d'une technique d'affûtage ultra-moderne. Le Xtap a été spécialement
développé pour une utilisation sur des machines-outils à commande numérique. Ce nouvel outil pour mandrins rigides et fixes vient ainsi compléter
la famille d'outils Xtap pour la réalisation de filets dans des trous traversants et borgnes dans le système de filetage M.
En tant que véritable multi-talent, le Xtap allie fiabilité optimale des processus et degré d'universalité maximal, qui est encore renforcé par
la nouvelle variante de queue avec surface latérale de préhension : l'outil peut être utilisé sans mandrin de compensation sur des machines-outils
à commande numérique avec un mandrin de serrage conventionnel (taraudage rigide).

Vaste gamme de produits
La gamme d'outils Xtap comprend des tarauds pour trous borgnes et traversants de différents diamètres, de M3 à M24. Pour un taraudage fiable, vous trouverez les données d'application appropriées pour tous les tarauds pour trous borgnes et traversants (par ex. vitesse de coupe du taraudage) dans notre catalogue. Nos tarauds Xtap sont particulièrement performants pour le taraudage dans différents matériaux en acier ainsi que dans les matériaux en acier résistant à l’oxydation et aux acides.
Les nouveaux tarauds pour trous borgnes sont disponibles dans les diamètres suivants :

Les nouveaux tarauds pour trous traversants sont disponibles dans les diamètres suivants :

Nouveaux critères de qualité pour le taraudage haute performance
Pour que le nouveau Xtap puisse garantir une qualité des filets, une fiabilité du processus et une productivité élevées lors du taraudage,
il a été développé avec des caractéristiques technologiques innovantes.
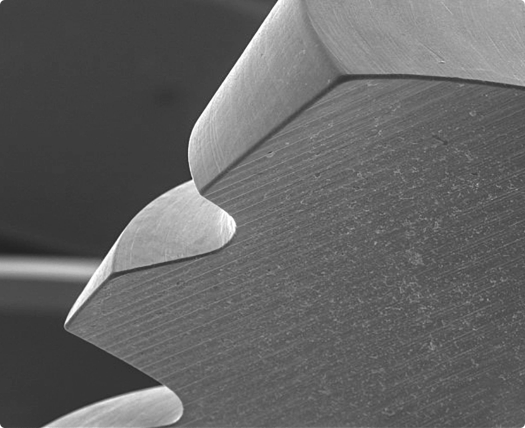
L'arête de coupe arrondie en fonction des dimensions permet de renforcer le taillant et améliore la fiabilité du processus et la reproductibilité.
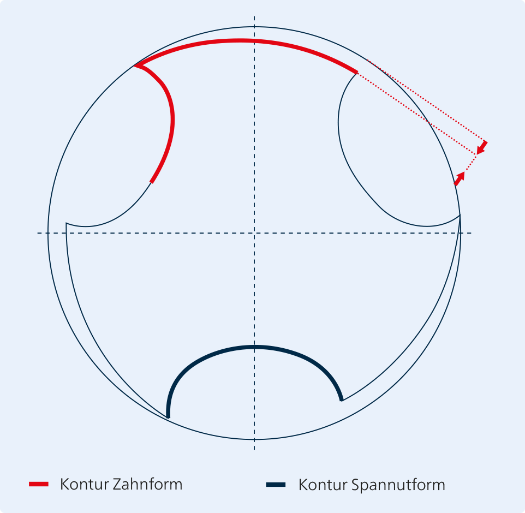
L'arête robuste ainsi qu'une forme optimisée de la goujure garantissent une utilisation universelle dans différents matériaux. Le résultat est une
qualité des filets constante sur une longue période dans le processus de taraudage rigide.
Le détalonnage est plus important pour réduire le frottement et les forces de coupe. La réduction de la température d'usinage sur l'arête de coupe
permet également d'augmenter la durée de vie et donc la productivité.
Les nouvelles versions «Rigid Tapping» contribuent essentiellement à la fiabilité du processus: La pente exacte est garantie par le Xtap précis
et une avance de broche synchronisée. Une coupe incorrecte du filet n'est pas possible grâce au serrage rigide. De plus, avec la version Incool,
l'évacuation des copeaux est nettement améliorée.
Lors du taraudage de pièces de haute qualité, le revêtement FRAISA-AlCrTiN a une durée de vie beaucoup plus longue que les revêtements habituels.
De plus, le revêtement très lisse et dur ainsi que l'adhérence excellente de la couche offrent la résistance idéale à l'usure.
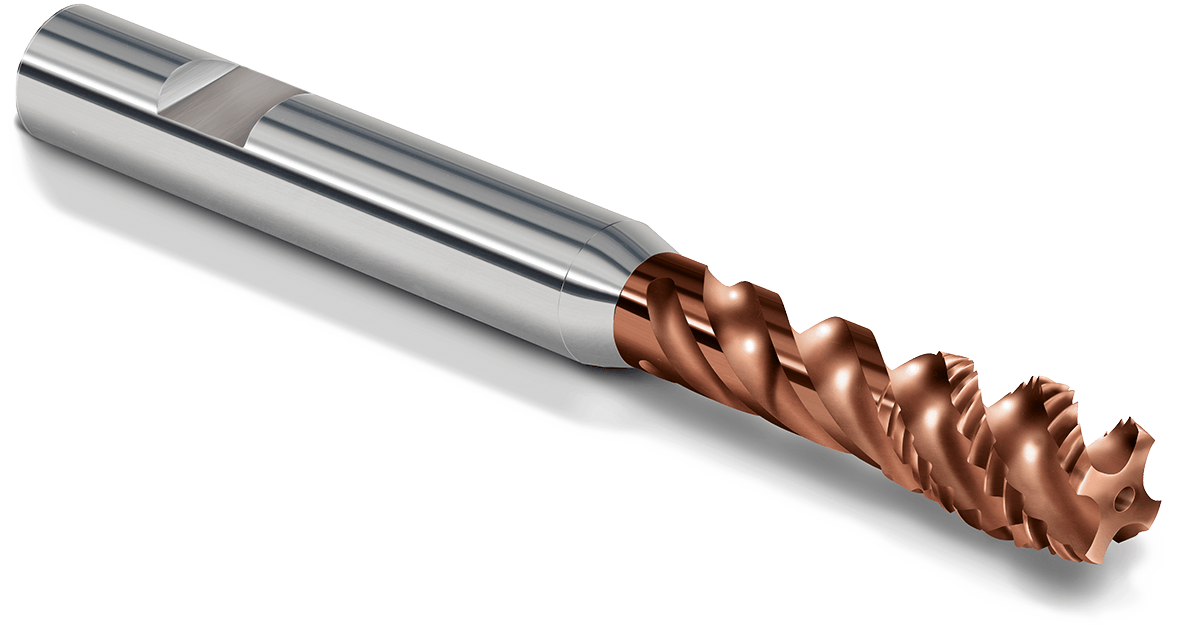
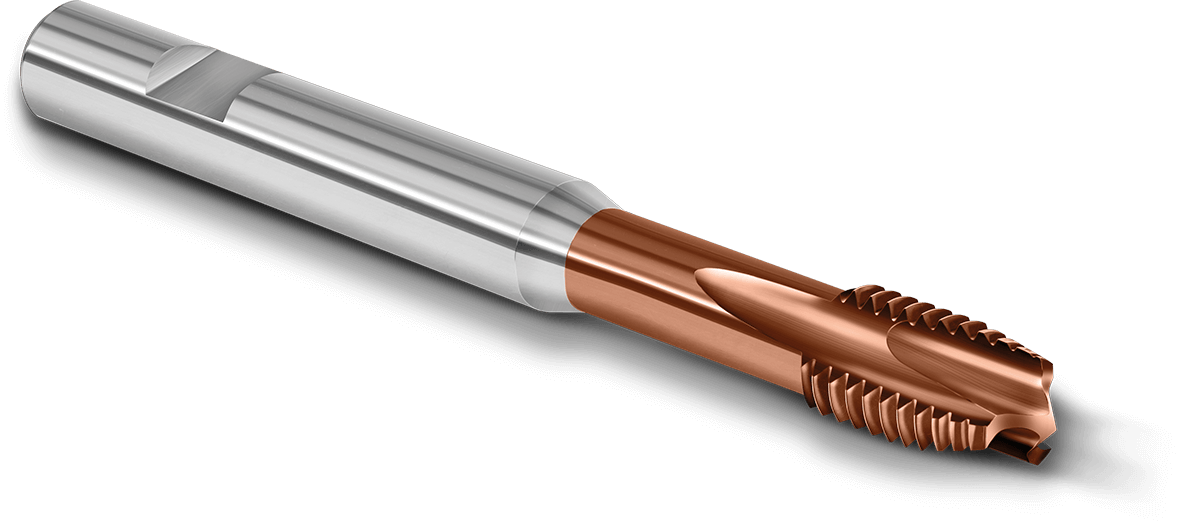
Version cylindrique de la
queue h6 avec surface latérale
de préhension, DIN 1835B
Revêtement dur
résistant à l'usure
FRAISA-AlCrTiN
Matériau de coupe
HSS-PM/F
Géométrie de l'espace
entre dents optimisée
Version Incool
(en option)
Microgéométrie
définie, arête de
coupe arrondie
Goujure d'entrée
optimisée
Meilleure évacuation des copeaux – circulation sûre et formation sûre des copeaux
Résistance élevée à l'usure avec rigidité optimale
Forces réduites lors de la coupe du filet
Utilisation universelle, nombre d'outils réduit
Fiabilité du processus garantie et durée de vie maximale
Température réduite lors du processus grâce à des surfaces lisses
Conseils d'utilisation pour le taraudage
Rigid Tapping
Rigid Tapping est utilisé pour des machines modernes avec commande des broches synchronisée. Tous les outils ont un méplat et peuvent
être employés dans des mandrins conventionnels.
Chez diverses machines, c‘est possible que le nombre de tours recommandé ne peut pas être atteint dans l‘usinage synchrone. Dans ces cas,
il est nécessaire de travailler avec le maximum de nombre de tours où le synchronisme de la machine est encore garanti.
Taraudage par coupe avec compensation minimale ou Rigid Tapping (taraudage rigide)
Les machines d’usinage CNC modernes sont capables de synchroniser le régime des broches et l’avance. Des erreurs d’inclinaison infimes peuvent toutefois se produire. Celles-ci sont compensées par des mandrins à compensation minimale ou synchro et permettent d’obtenir de meilleurs résultats en termes de durée de vie et de qualité.

Technique d'application: Formes d‘attaque et des formules
Profondeur de filetage (tTaraudage) + pointe de filetage (tPointe) + nombre de filets (X) x pas (P) = profondeur réglée dans le cycle (tTaraudage eff.)


Forme d‘attaque pour tarauds selon DIN 2197, tableau 4: type B. Le nombre de pas est entre 3.5 et 5.
eff. Profondeur de filetage M8 trou traversant 3xd
24mm + 2mm + 5 filets x 1.25mm = 32.25mm → 32mm
Règle générale
Taraud pour trou traversant = nombre max. de filets


Forme d‘attaque pour tarauds selon DIN 2197, tableau 4: type C. Le nombre de pas est entre 2 et 3.
eff. Profondeur de filetage M16 Trou borgne 2.5xd
40mm + 4mm + 2 filets x 2mm = 48mm → 48mm
Règle générale
Taraud pour trou borgne = nombre de filets min.
Nos conseillers d'application FRAISA se feront un plaisir de vous aider personnellement à choisir les tarauds les mieux adaptés et de déterminer avec vous les données d'application appropriées.
Un taraudage réussi - ce dont vous devez tenir compte :

Filetages profonds
La fabrication de filetages profonds nécessite l‘usage d‘outils à longues goujures. Dans le cas contraire, le problème de la rupture de l‘outil en raison d‘une accumulation de copeaux peut se présenter, car les copeaux ne peuvent pas s‘évacuer hors du trou. En Rigid Tapping, il est possible d‘usiner le filetage en plusieurs étapes, afin de raccourcir les copeaux. Il est important que le refroidissement soit suffisant.

Fonction du mandrin à compensation de longueur
La fonction de compensation de longueur du mandrin doit être garantie (pas de grippage). Sinon les conséquences peuvent être un filetage défectueux ou un pas de filetage incorrect. La force de traction du mandrin à compensation de longueur doit être choisie en fonction du filetage à usiner.

Orientation correcte du jet de liquide de refroidissement
L‘orientation du jet de liquide de refroidissement joue un rôle important lors du taraudage par enlè- vement de copeaux. Il faut que le jet soit dirigé d’en haut en direction des goujures de sorte à ce que le refroidissement soit aussi efficace en profondeur. Un jet mal dirigé peut causer des problèmes de génération de température dans le trou et, de ce fait, de soudage à froid du matériau ce qui peut avoir pour conséquence la mauvaise formation des copeaux et la réduction de la durée de vie de l‘outil.
Distance de sécurité
Lors du taraudage en Rigid Tapping, une distance de sécurité programmée doit être suffisamment grande. Si ce n‘est pas le cas, avant l‘entrée dans le trou se pose le problème de la désynchronisation de la broche de la machine et de l‘avance. La conséquence est alors une erreur de pas, y compris lors du taraudage en mode synchronisé.