
丝锥 Xtap – 适用于刚性攻丝的创新型多面手

刚性攻丝可用于 CNC 机床
具有高通用性,成本效益高
确保工艺稳定性
性能高且使用寿命长
卓越的螺纹质量
广泛的产品范围
丝锥 Xtap:
适用于刚性攻丝的创新型多面手
FRAISA 推出了一款基于最先进的磨削技术,全新设计的通用丝锥,该丝锥专为在CNC机床上使用而研发。这套适用于刚性紧固夹头的全新刀具进一步完善了M制Xtap丝锥在通孔和盲孔应用中的产品系列。
作为一款真正的多功能刀具,Xtap 将工艺稳定性与最高通用性相结合,通过带有侧固面的新型柄部结构进一步得以强化:无需补偿,刀具就可以在采用传统夹头的 CNC 机床上使用(刚性攻丝)。

产品种类齐全
Xtap 刀具系列包括盲孔丝锥和通孔丝锥,直径从 M3 到 M24 不等。 在我们的产品样本中,您可以找到所有盲孔丝锥和通孔丝锥的相关应用数据(如丝锥切削速度),以便进行可靠的攻丝。我们的 Xtap 丝锥是一种高性能的解决方案,尤其适用于各种普通钢以及不锈钢材料的攻丝。
新型盲孔丝锥有以下规格可供选择:

用于通孔的新型丝锥有以下规格:

为高性能螺纹切削树立全新质量标准
Xtap 以创新的技术特点为基础,在螺纹切削过程中确保了高螺纹质量、工艺可靠性和生产率。
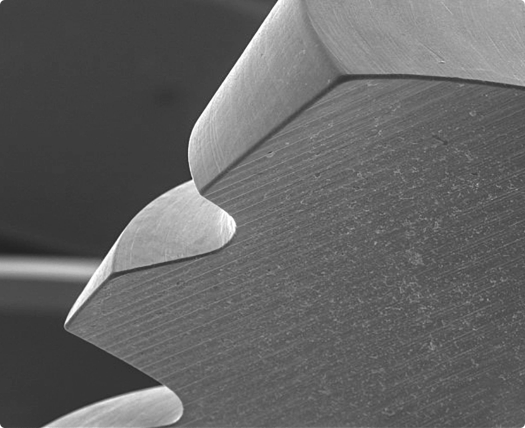
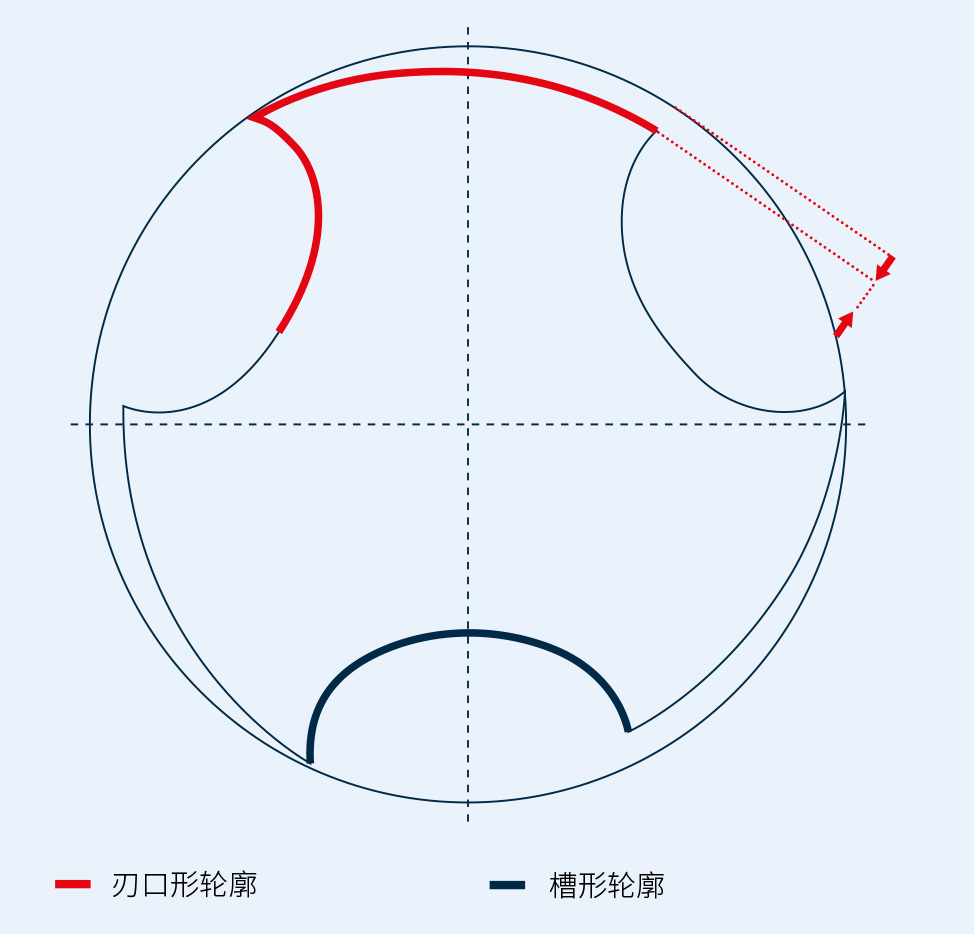
根据尺寸经过倒圆的刃口强化了切削刃,因此可确保更高的工艺稳定性和可重复性。坚固耐用的切削刃可确保在各种材料上的通用性,同时还提供了完美的槽形。因此在长时间刚性攻丝过程中可以达到稳定的螺纹质量。
为降低摩擦和切削力,选择了更大的铲背,通过降低切削刃的加工温度,同样提高了使用寿命和生产效率。
全新的刚性攻丝规格还为实现可靠的工艺稳定性做出巨大贡献:精确的螺距通过精密 Xtap 和同步主轴进给得以保障。通过刚性夹紧不会误切螺纹。
凭借 Incool 规格还显著改善了排屑能力。
在对高品质工件进行螺纹切削时,FRAISA-AlCrTiN涂层可以达到较传统涂层更长的使用寿命。此外,极其光滑和坚硬的涂层以及出色的涂层附着力还创造出了理想的耐磨强度。
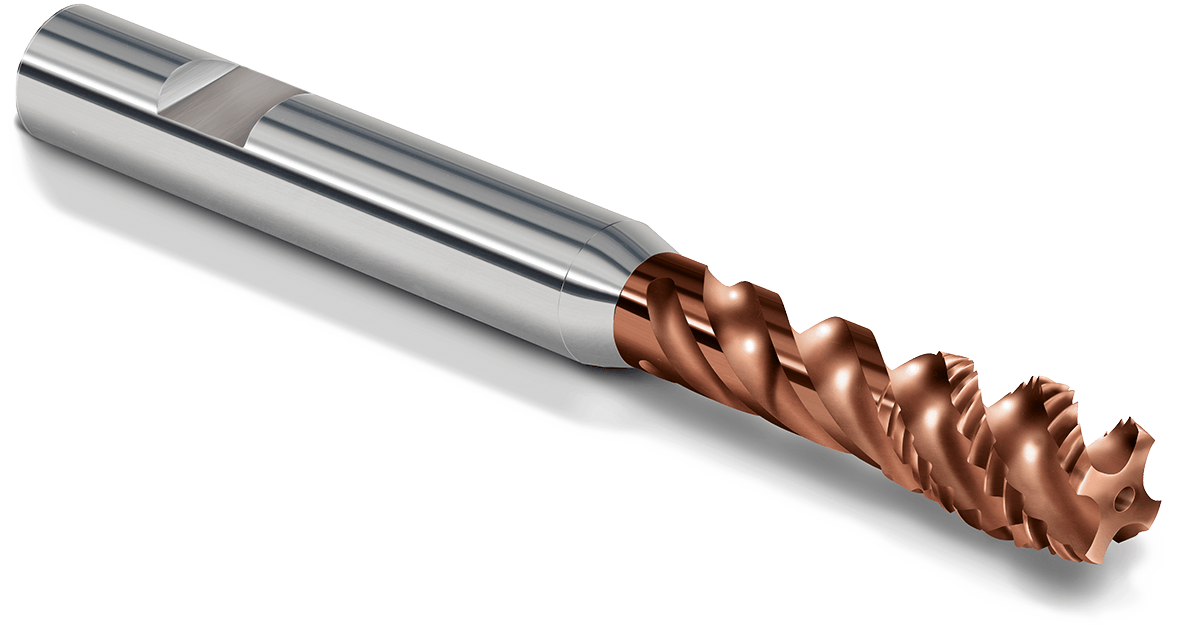
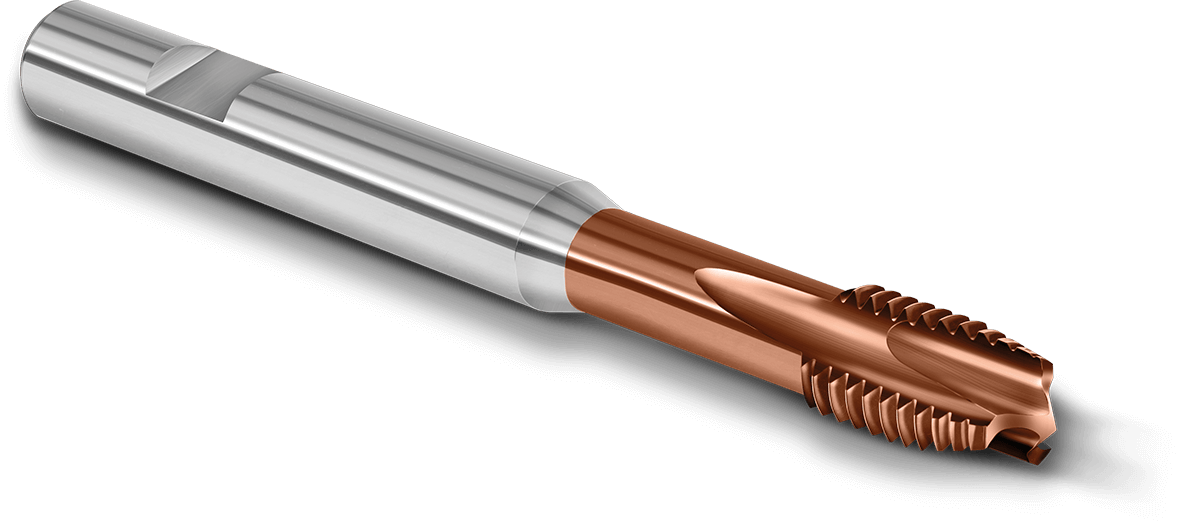
带侧固面的圆柱柄 h6,
DIN 1835B
耐磨的硬质材料涂层
FRAISA-AlCrTiN
HSS-PM/F
刀具材料
经几过何优结化构的排屑槽
规格(可选)Incool
确结定构,
切 微削观刃几倒何圆
经螺过尖优化的
最切佳屑排流屑和效切果屑-的形成稳定
降低螺纹切削力
保证工艺稳定性,具有最长的使用寿命
高耐磨性,同时具有最佳刚性
可通用,减少了刀具数量
凭借光滑的表面降低了加工温度
螺纹切削的应用技巧
刚性攻丝
刚性攻丝设计适用于带有同步主轴驱动的现代机床。
此类型丝锥都带有侧固平面,同时可以使用传统刀柄夹持。
对于有些机器,可能达不到推荐的同步主轴驱动速度,在这种情况下,有必要以尽可能高的主轴速度,机器的同步性仍然得到保证。
微量补偿或者刚性攻丝的螺纹加工
现代的CNC先进加工机床能够做到转速与进给的同步, 尽管如此,也有可能有微小的螺距误差,借助微量补偿刀柄,能有效提高刀具使用寿命及加工质量。

应用技术:倒角和公式
螺纹深度 (t螺纹) + 螺纹尖端 (t尖端) + 螺纹数 (X) x 螺距 (P) = 循环中的设定深度 (t有效螺纹)


丝锥的引导齿按照 DIN 2197 中的表 4: B 类 引导齿的长度在 3.5 - 5个螺距之间。
M8 通孔 3xd有效螺纹深度
24mm + 2mm + 5 螺纹 x 1.25mm = 32.25mm → 32mm
经验法则
通孔丝锥 = 最大螺纹数


引导齿的长度 2 - 3 个螺距之间。 丝锥的引导锥度按照 DIN 2175 中的表 4: C 类
M16 盲孔 2.5xd有效螺纹深度
40mm + 4mm + 2 个螺纹 x 2mm = 48mm → 48mm
经验法则
盲孔丝锥 = 最小螺纹数
我们的 FRAISA 应用顾问很乐意亲自协助您选择合适的丝锥,并与您一起确定适当的应用数据。
攻丝时应注意的事项

深螺纹孔
对于深螺纹孔,必须选择有足够长排屑槽的丝锥。否则,铁屑会由于无法从排屑槽顺利排出,而导致刀具断裂。使用刚性攻丝、分段加工,从而保证尽量短的铁屑。同时,足够的冷却也很重要。

带补偿功能的刀柄
使用带有柔性补偿功能的刀柄(非卡紧)需要确保有足够的补偿长度。否则,也有产生乱牙的风险。带补偿功能刀柄的扭矩等级必须根据螺纹直径规格调整。

正确调整冷却方向
冷却供给方向,在攻丝过程中非常重要。其方向应该是从上方往下,对准排屑槽/冷却通道。这样冷却可以直达底部。如果冷却供给没有对准,螺纹孔中的切削热量就会出现问题,随之出现材料切削硬化,这将缩短刀具寿命以及影响铁屑成型。
安全距离
用刚性攻丝时,设置程序须考虑到足够的安全距离。安全距离过小会出现机床主轴在进入钻孔前无法与进给同步。其后果为,即便能同步加工,也会有乱牙。