最高性能和
最低功耗 = 成本大幅下降!
AX-FPS 是 FRAISA 推出的开创性的铝加工刀具。
新开发的 AX-FPS-铣刀在铝加工领域展示了新的性能高度。阻尼与切削能力之间近乎完美的协调可降低主轴的功率和扭矩消耗,保证主轴更长的使用寿命和最高的工艺可靠性。
结合新的 FRAISA ToolExpert AX-FPS,切削参数与主轴特性完美匹配,这意味着不仅可以实现生产效率的飞跃,还可以大幅度降低成本,因为刀具可以在主轴和机床环境的理想匹配点切削。
AX-FPS 是前角 20°、螺旋角 30°的波刃粗铣刀。经过镜面研磨特殊设计的槽形与曲线切削刃上精确设计的阻尼面相结合。
这些几何特征构成了一个高效易切削的刀具方案,既保证了低振动且安全的铣削流程,同时还获得了前所未有的材料去除率。
AX-FPS-刀具配备 FRAISA 高性能插补刃和中心冷却孔。刀具具有极好的动平衡和顺滑过渡的短柄结构。
所有这些技术都使AX-FPS-铣刀的安全性和生产率提升到前所未有的水平!
专为 AX-FPS 铣刀开发的 Tool-Expert AX-FPS 使您能够判断机床环境,优化刀具性能以及主轴和机床的系统利用率。
优势
- 最低的主轴负载和最高性能
最大的生产率 – 低成本 - 工艺可靠性高
通过镜面研磨、中心冷却通道和精心设计的切削刃确保切屑顺利快速排出 - 较低的单位切削量能耗
极易切割
- 新的 FRAISA ToolExpert AX-FPS
切削数据与机床主轴和机床环境相匹配 - 至少 2 倍径至 5.2 倍径的切削刃长度
高进给率、低轴向拉力和可靠的排屑 - 理想的寿命循环
利用 ToolCare® 刀具管理、FRAISA ReTool® 刀具修磨和 ReToolBlue回收
关键因素:机床主轴和机床环境
对于铝材铣削而言,机床往往是限制因素,这是因为:
- 高转速时主轴扭矩下降
- 有效的轴向主轴预紧力和主轴接口(示例 HSK-63)
- 冷却润滑和最大冷却液压力
- 刀具长径比和夹持稳定性
- 有效的主轴功率
- 可靠的排屑
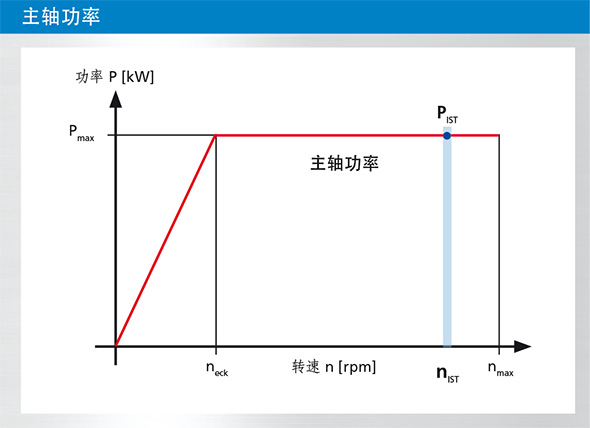
主轴扭矩和主轴功率特性
机床主轴的扭矩会随着转速的增加而明显降低。由于铝材是在最高转速范围 (nIST) 进行加工的,因此工作区的扭矩对于主轴性能而言至关重要 (MIST)。另一个通常被忽略却非常重要的方面是主轴的轴承预紧力。
这就是为什么轴向拉力必须尽可能低,以避免损坏主轴。
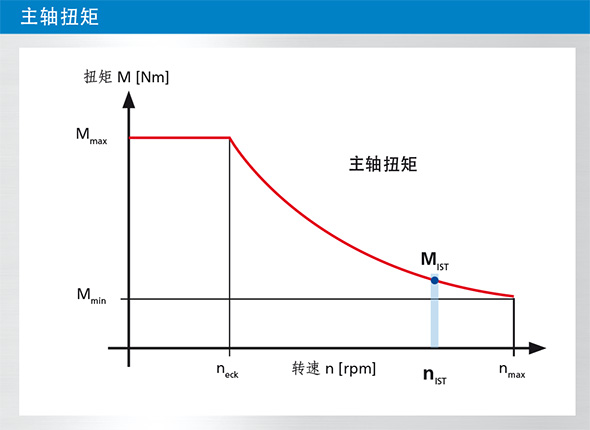
由于 FRAISA 已经测试了 AX-FPS 刀具的功率和扭矩要求,因此可以根据主轴特性推荐最佳 FRAISA ToolExpert AX-FPS 应用参数, 从而在主轴电机不超载的情况下发挥最大性能。
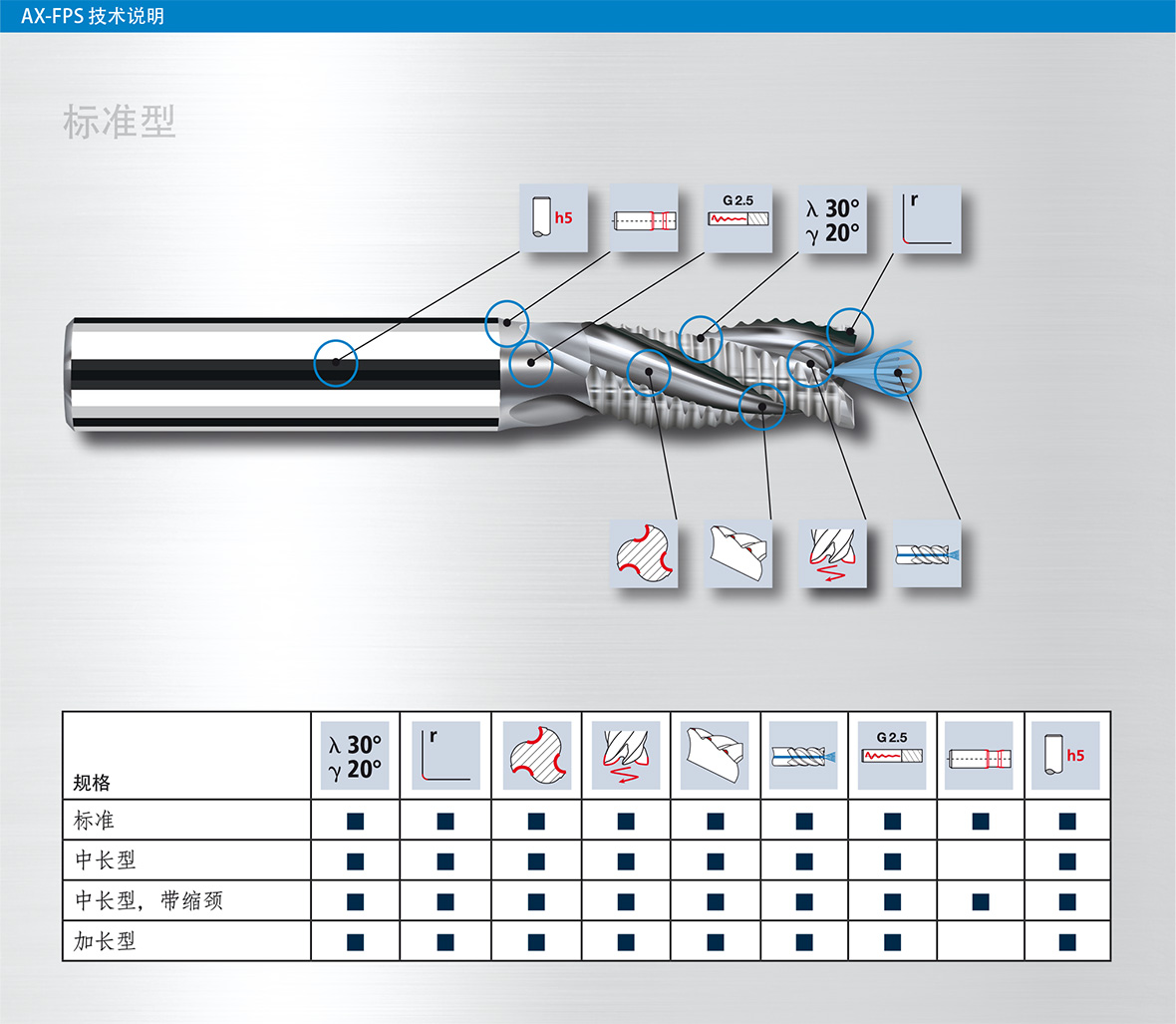
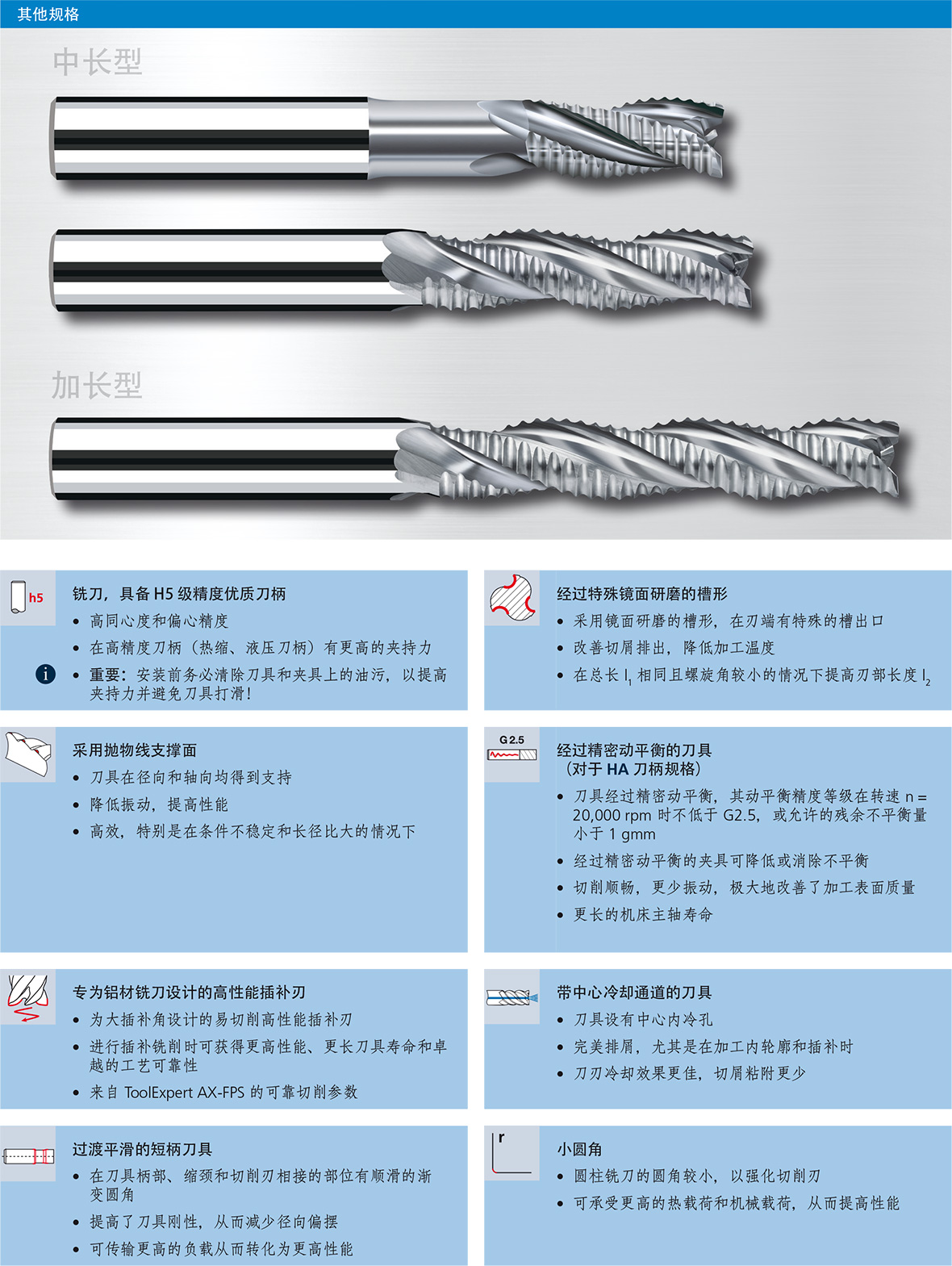
AX-FPS 刀具的技术 开拓性的 X 等级刀具方案
新的 AX-FPS 技术是针对生产率和经济效益而做的系统性设计。锋利、易切削的几何形状配以镜面研磨的排屑槽确保出色的切屑形成和顺畅的排屑,并具有中心内冷。在铣刀圆周上径向分布的小锋面起到减震作用,使切削顺滑可靠。当然,AX-FPS 铣刀也配备了高性能插补刃,进一步扩展了铣刀的应用范围。
在 FRAISA 主目录中可以找到有关 FRAISA 技术的所有说明信息。
FRAISA ToolExpert AX-FPS
为您的机床环境选择最佳切削参数!
新的 FRAISA ToolExpert AX-FPS 为您提供了一个创新解决方案,可根据机床环境选择最合适的切削参数。对于锻造铝合金的高效粗加工,这款铣刀完全不受限制,受限的是所用机床主轴和机床环境。
FRAISA ToolExpert AX-FPS 让您简单清晰地描述您的机床环境,从而为您的应用推荐最有效、最可靠的切削参数。这种方式独特创新,FRAISA 不断数字化其应用知识的有力佐证。其目标旨在降低制造成本和减少加工时间方面给客户带来了切实的利益。

FRAISA ToolExpert AX-FPS 如何工作以及哪些影响因素需要考虑?
FRAISA ToolExpert 中保存的功能是建立在上千个测试数据基础上的。当铣刀、机床主轴和机床环境的利用率尽可能接近最大值时,才能够实现高效且可靠的系统利用率。
铣刀的利用率:
最理想的是在转速确定的情况下铣刀最大可能的材料去除率。蓝色代表使用设定的或推荐的切削参数时的材料去除率。
主轴的利用率:
最大主轴利用率为相应转速下的主轴功率和主轴扭矩。蓝色代表刀具功率和扭矩需求与主轴功率和主轴扭矩的关系。
机床环境的利用率:
最大极限代表 FRAISA 推荐的可靠切削参数。这是源于机床环境所得到的。蓝色显示了操作员调整切削参数时的差异。
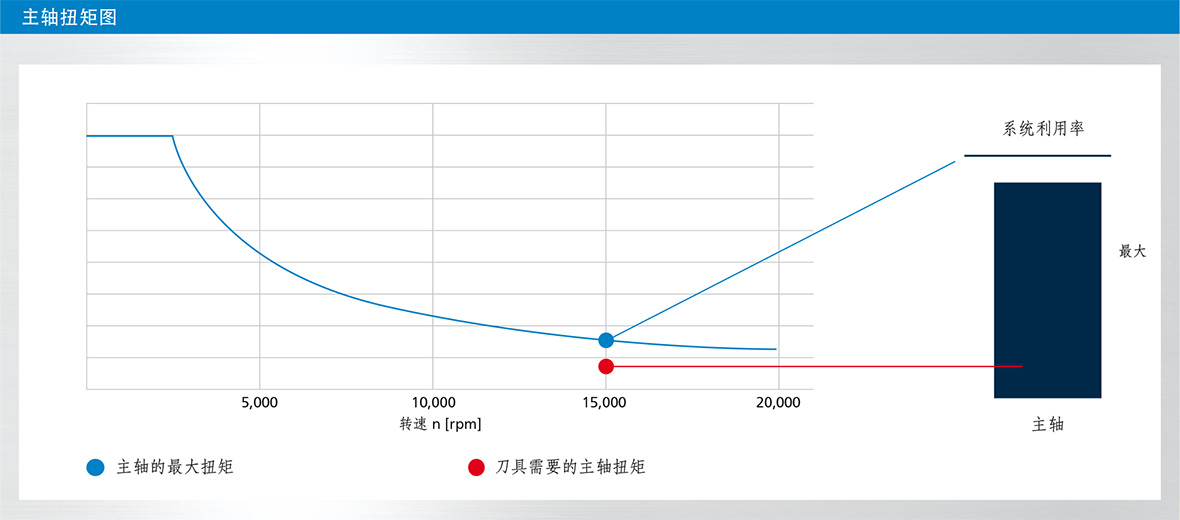
系统利用率由铣刀、主轴和机床环境决定
目的是尽可能有效的利用整个系统以获得最大的生产率。在 FRAISA ToolExpert AX-FPS 中可以显示是否选择了过大的直径 —— 虽然可以通过减少切削参数来优化主轴利用率,但是铣刀
的性能潜力远未得以利用。因此,对于功率较小的机床或主轴接口,建议使用较小直径的铣刀。

目的是尽可能有效的利用整个系统以获得最大的生产率。在 FRAISA ToolExpert AX-FPS 中可以显示是否选择了过大的直径 —— 虽然可以通过减少切削参数来优化主轴利用率,但是铣刀
的性能潜力远未得以利用。因此,对于功率较小的机床或主轴接口,建议使用较小直径的铣刀。
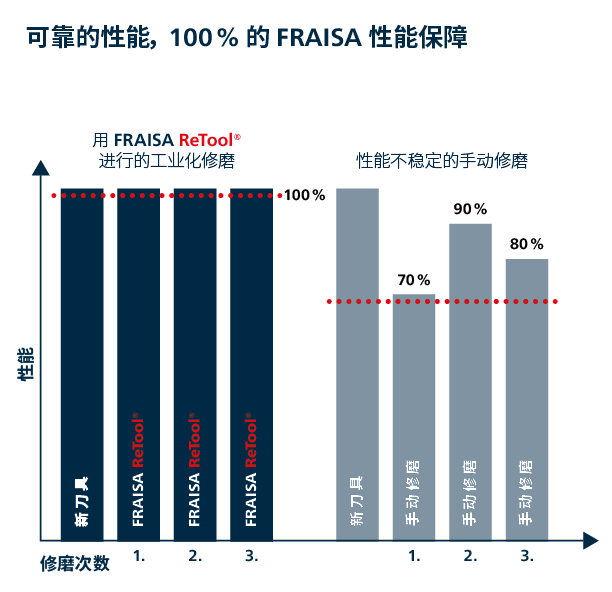
FRAISA 通过工业化修磨保障产品性能
FRAISA ReTool® 保证 100% 的加工性能和新刀具的使用寿命。在刀具新产品开发过程中,已提前考虑到了该产品的工业化修磨。我们的自动化生产流程确保了最大的性能稳定性。
得益于 FRAISA 的性能保障,达到成本节省
得益于FRAISA的性能保障,您可以从修磨后的刀具 100% 的可靠性能中获益。您的机床设备在使用新刀具时以及在第一次、第二次或第三次修磨后,都能达到 100% 的产出。