AX: 通过创新技术获得最高性能和卓越的部件质量
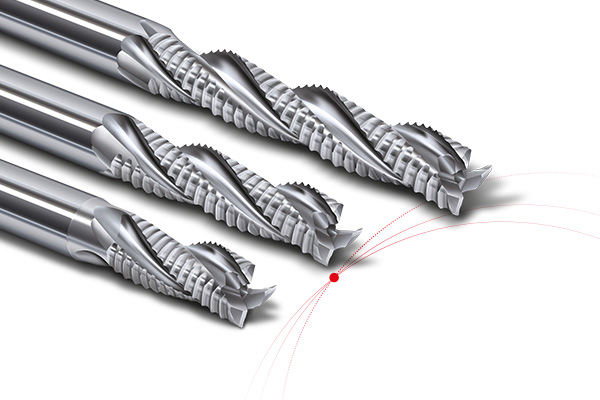
近年来,FRAISA 对铝加工铣刀 AX进行了持续研发。在粗加工技术领域,AX-FPS 在最高性能和低能耗方面树立了新标准。该铣刀具有特殊的波刃槽型以及中心冷却通道。满足最佳排屑的理想条件。
FRAISA ToolExpert® AX-FPS 通过铣刀与机床环境之间的完美配合,确保使用中的最高生产率和安全性——切削刃长度最长可达 5.2 倍径。
该全新高度的性能水平以一项 FRAISA 拥有专利的支撑倒角技术为基础。即在侧刃和端刃上结合了高度镜面研磨与精确设计的倒角。其以令人印象深刻的方式抑制了振动并改善了铣削性能。
结合粗加工铣刀和精加工铣刀的新加工策略
通过将长的粗、精加工铣刀与新加工策略的结合使用,可以获得令人振奋的结果。 其中的关键要素是针对部件及机器情况相匹配的编程策略和切削参数。
通过使用新型的AX 精加工铣刀,在质量和性能方面开启新的高度。有关该手册中所显示部件的所有信息,可以在应用视频中以及我们的网站上获取。
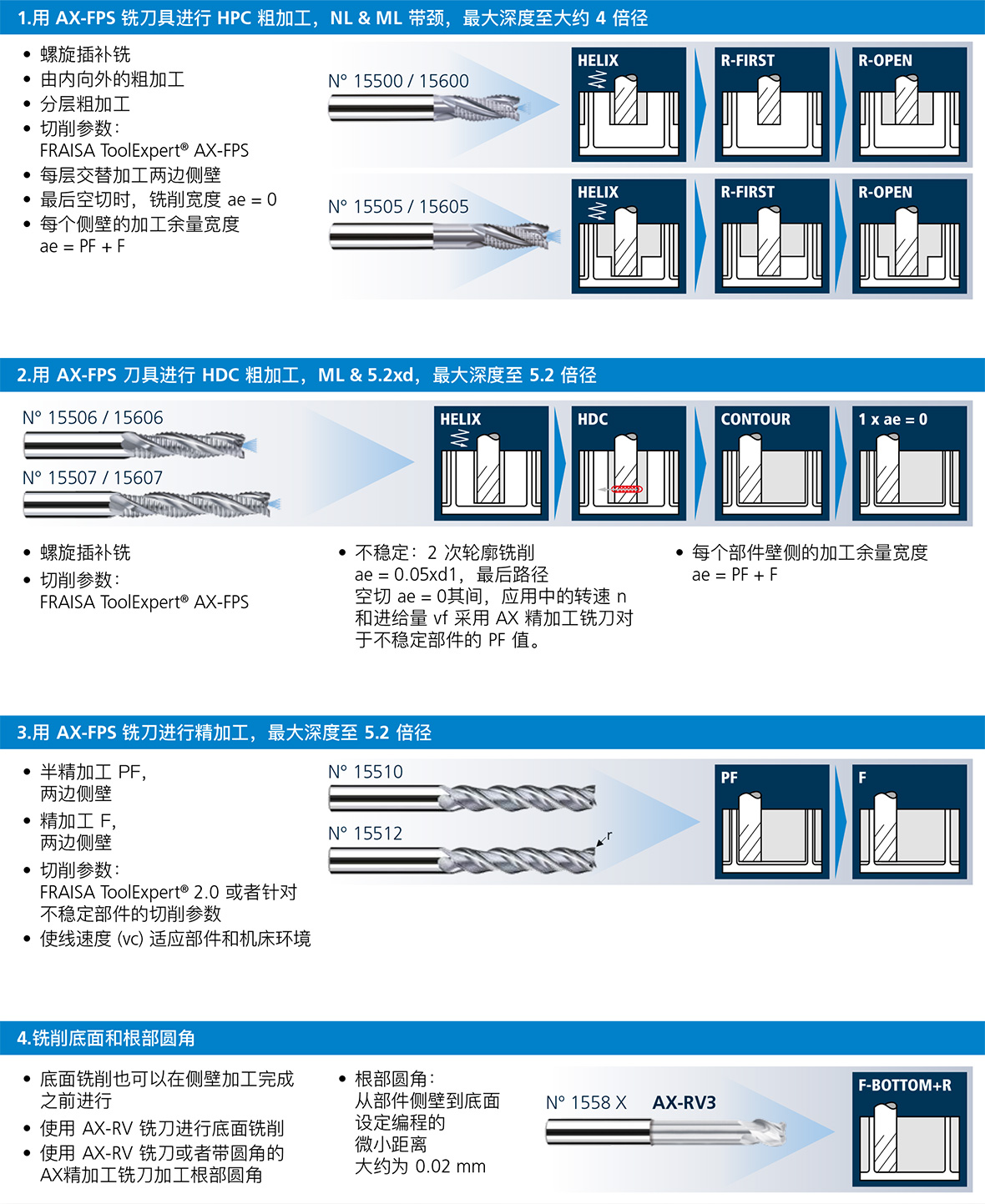
粗加工和精加工的结合应用
使用 AX-FPS 进行粗加工
在 AX-FPS 技术中,生产力和成本居于首位。锋利、易切削的几何形状配以镜面研磨的排屑槽,确保出色的切屑形成和得益于中心内冷的顺畅排屑。因此得以保证卓越的性能。
具有革命性的支撑倒角技术的 AX 高性能精加工铣刀
FRAISA 的独特专利:创新的支撑倒角技术使得对薄、高和长的部件壁,以及具有高精度要求的深腔和较大刀具包络的稳定部件的精加工成为可能。
这一独特的专利技术令人印象深刻,尤其是因为其极易切削的能力与完美匹配的可变支撑倒角以及镜面研磨的排屑槽和切削表面,可将粘附力降至最低。
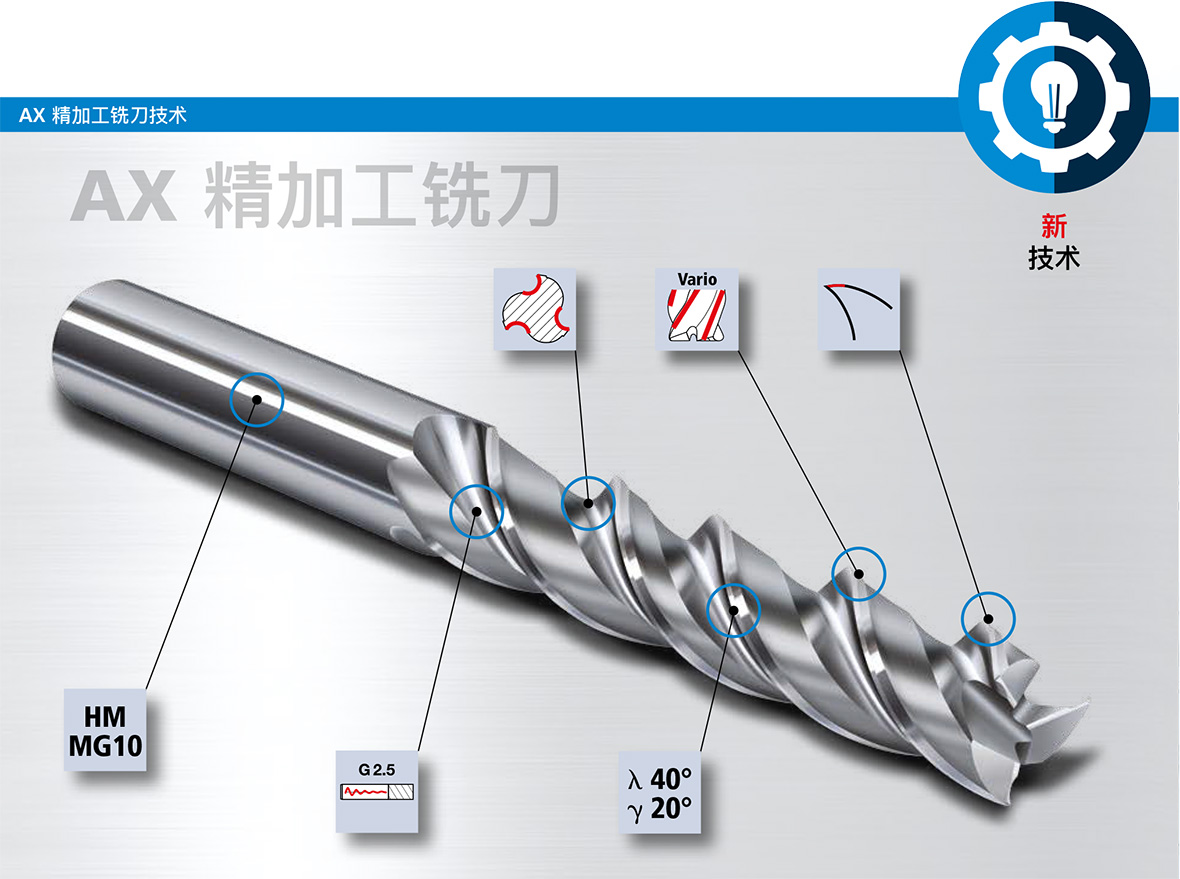
有关刀具技术的详细说明,请参见高性能铣刀目录中的信息部分。
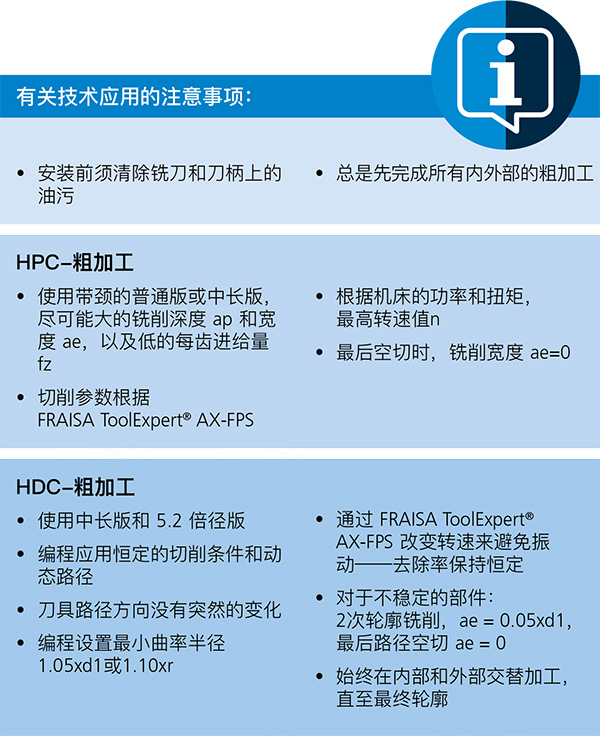
不稳定或者薄壁部件的加工策略
切削参数和加工策略的优化
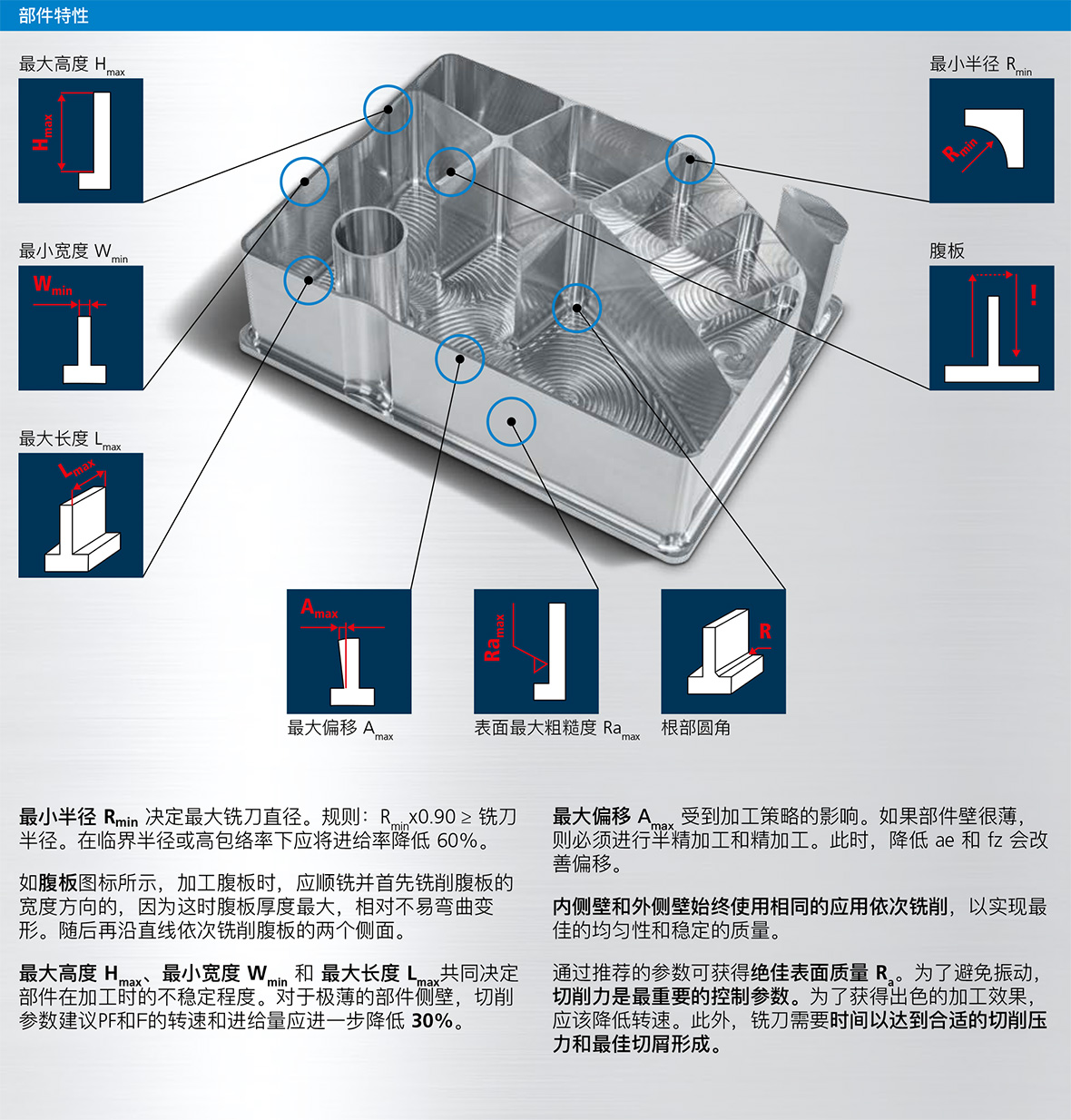
根据部件选择铣刀、切削参数和加工策略。根据以下有关单个部件特性及其对加工过程的影响的信息,可以优化加工时长并提高加工质量。
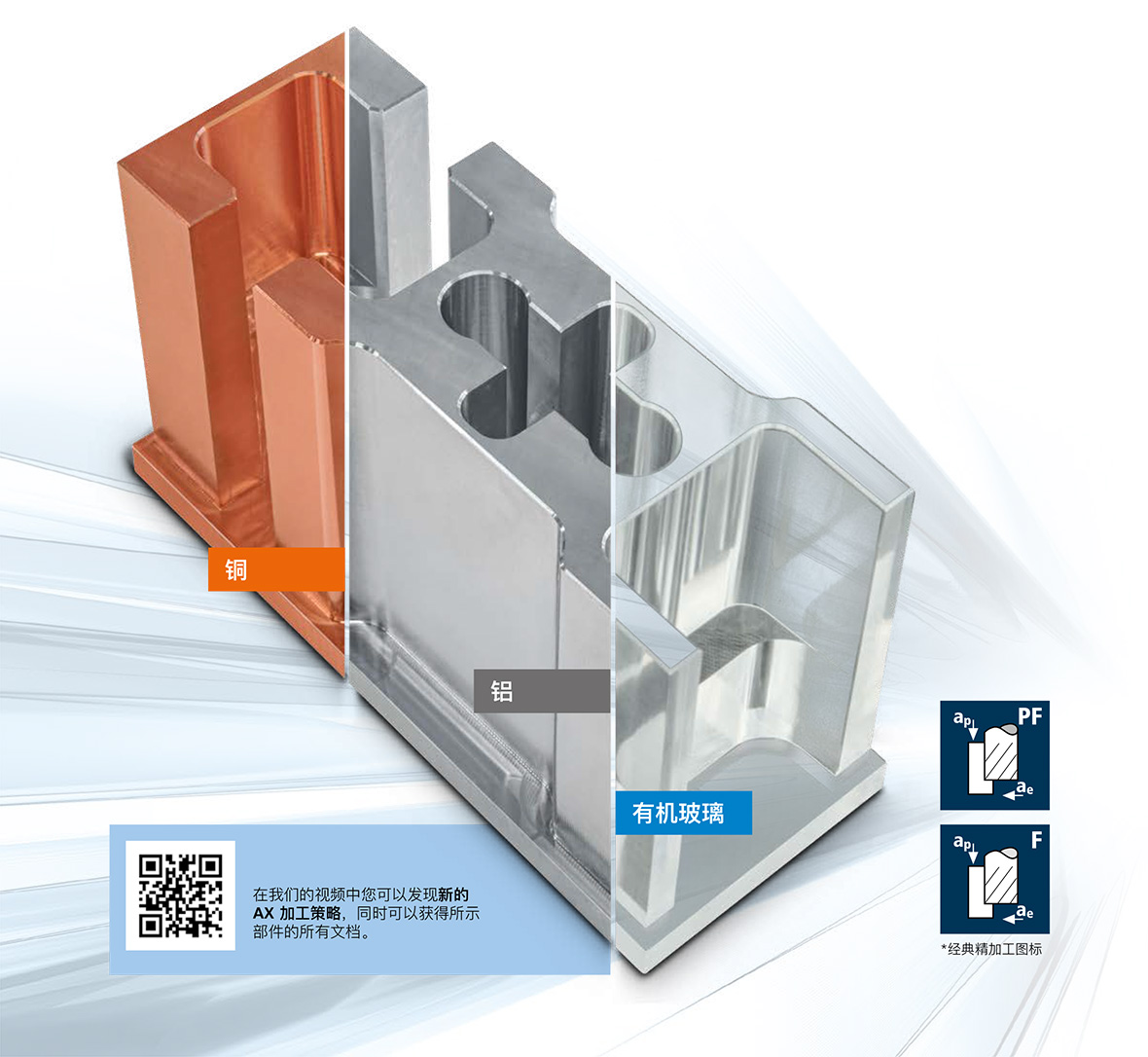
也用于稳定部件和多种材料的 AX 高性能铣刀
AX-FPS 和 AX 精加工铣刀非常适合不同的材料,例如铜、塑料和有色金属。相应的切削参数可在 FRAISA ToolExpert® 2.0 和本手册中找到。
AX 精加工铣刀在加工稳定的部件侧壁时的优势是其偏摆非常小,且运行非常平稳。如此即可在切削刃的整个长度上铣削出精确且公差严格的配合件,并且可以获得极高的表面质量。
对于 AX 精加工铣刀来说,高的刀具包络率不是问题——这意味着即使公差很小的孔也可以轻松加工。其加工策略类似于不稳定部件的加工策略。在进行至 5.2 倍径的粗加工时,无需“轮廓铣削”这一工作步骤。针对稳定部件的 AX 精加工铣刀的PF应用,其转速 n 和进给量 vf可用于最后的空切 ae=0。 针对稳定部件的 PF和 F应用(经典精加工图标*)的切削参数也可以用于精加工。