更高效率源于FRAISA高动态铣削HDC
FRAISA应用FRAISA HDC提供高动态铣削策略的参数。
通过使用HDC加工策略可以加速加工过程,降低刀具的载荷及根据现有机床设备进行优化。结果:在显著降低了成本的前提下提升效率和生产率。
FRAISA为您的切削提供专属的刀具、切削参数及应用。并协助您提供如何实施FRAISA HDC 高速加工策略的建议。
FRAISA为高动态HDC加工提供:
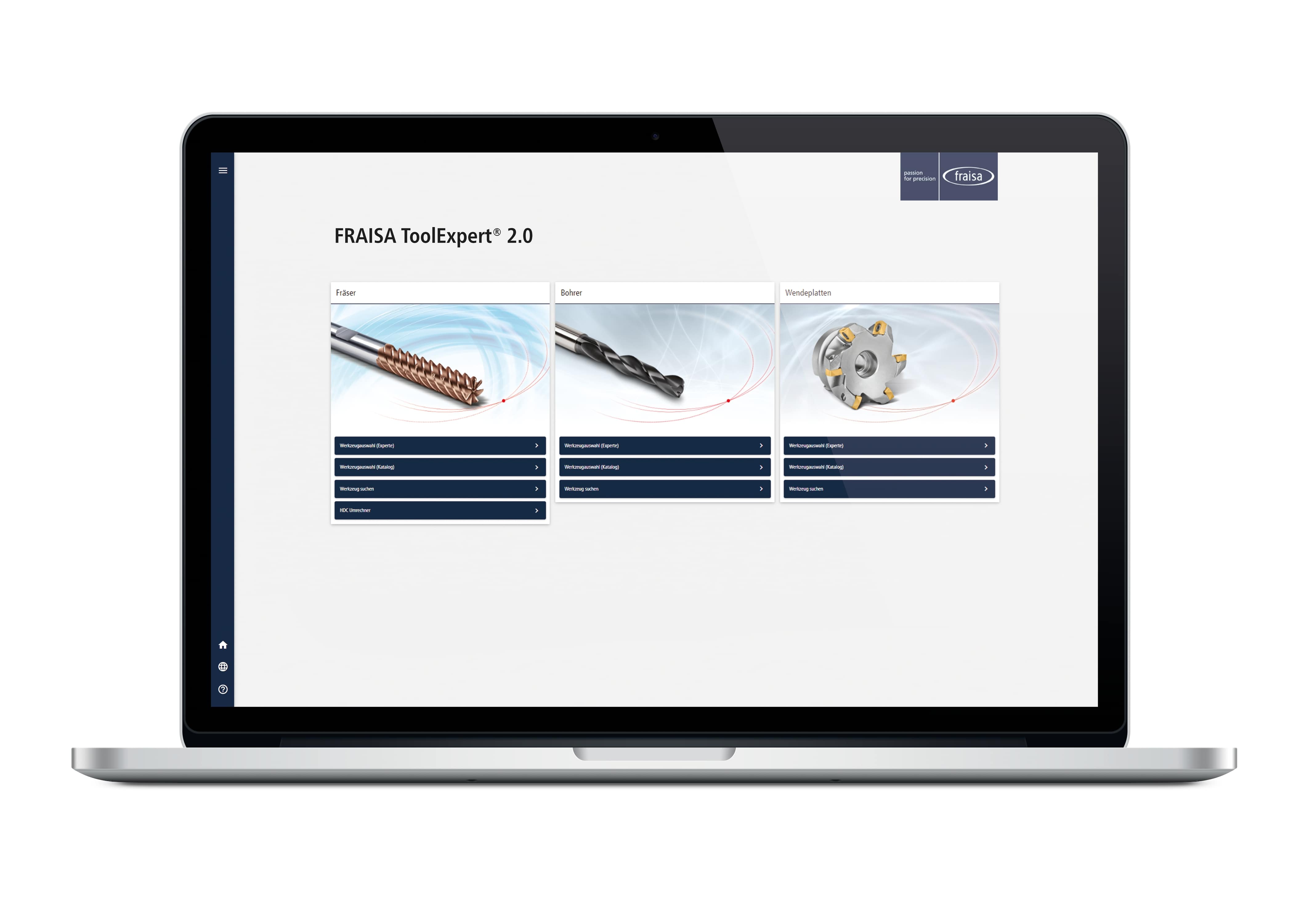
- FRAISA ToolExpert®: 专为高动态铣削推荐切削参数的在线软件
- 完全满足高动态HDC加工的高性能铣刀
- 举办研讨会以促使客户理解并应用HDC策略
FRAISA HDC的优势:
- 更快的加工时间以及更高效率, 由于更高的切削速度和进给
- 恒定的金属去除率的加工条件,增加了工艺安全性
- 更平缓的走刀路径以及在切削刃口的恒定加工温度保护了刀具对抗磨损,因此,增加了刀具寿命, 降低了刀具成本。
- 加工策略和应用参数可适应不同机床, 可根据现有工件及机床情况优化加工。
- 再优化: 由于更高工艺安全性和更长的刀具寿命。
成功实施FRAISA HDC的五个要素:
